Точечная сварка меди своими руками

Конденсаторная точечная сварка. Собираем аппарат своими руками
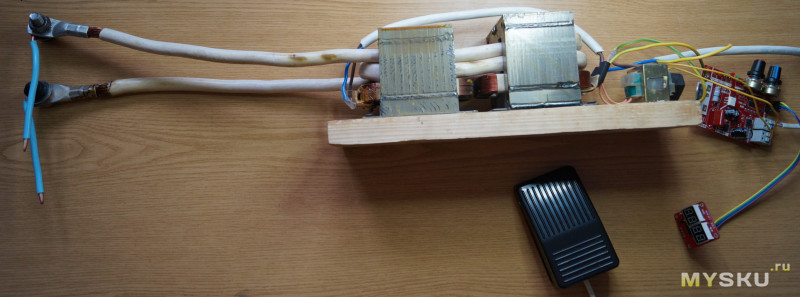
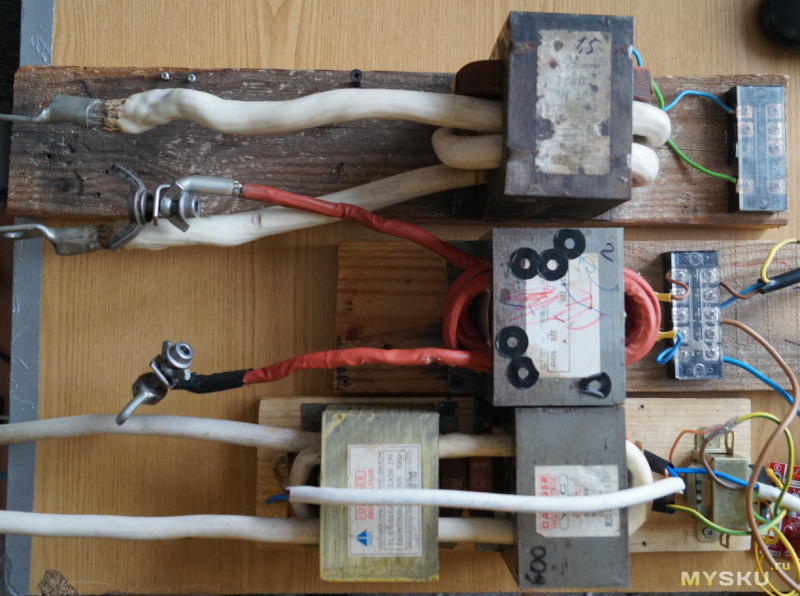
В аппаратах для точечной сварки, в том числе и относительно небольшой мощности, во вторичной низковольтной обмотке трансформатора протекают огромные токи. Любые и даже вполне невинные в обычных случаях, незначительные сопротивления в этой цепи — большие потери, местный нагрев, вероятный брак сварки. Лучше всего выполнить эту цепь максимально короткой, сплошной, проводом значительного сечения, идеально — тем же, каким и сделана обмотка, а к рабочим сварочным наконечникам припаять. В такой цепи будут наименьшие потери и лучшая надежность, однако, в эксплуатации конструкция будет удобной не вполне — наконечники со временем обгорают и требуют периодической правки, возможно, потребуются разной формы и размера; к одному сварочному аппарату может быть подключено несколько различных инструментов. Итак, всё таки - соединение разъемное.














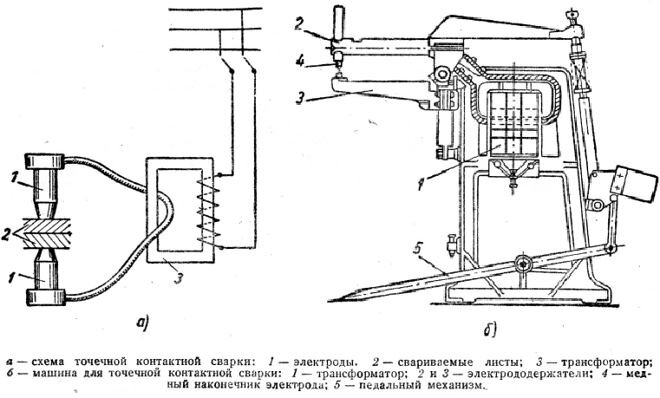
Контактная точечная сварка — одна из наиболее распространенных технологий, при которой свариваемые элементы из стали, алюминия, титана или сплавов соединяются не сплошным швом, а в одной или нескольких точках. Применяется как при сваривании плоских деталей внахлест реже — встык , так и для соединения заготовок в форме стержня, при этом диапазон толщин свариваемых материалов очень широк — от 0,5 мм до 30 мм. Допускается сварка деталей разной толщины, выполненных из разнородных металлов, с одной или обеих сторон, а также одновременно трех и более листов. Согласно ГОСТ при дуговой сварке соединения выполняются под флюсом, в среде углекислого или инертного газа неплавящимся или плавящимся электродом, а также плавящимся покрытым электродом со сквозным или несквозным проплавлением. ГОСТ определяет стандартные размеры деталей, параметры литого ядра, расстояние между точками или между рядами при их цепном расположении, величину нахлеста и другие параметры. В частности, такая технология применяется в следующих отраслях:.

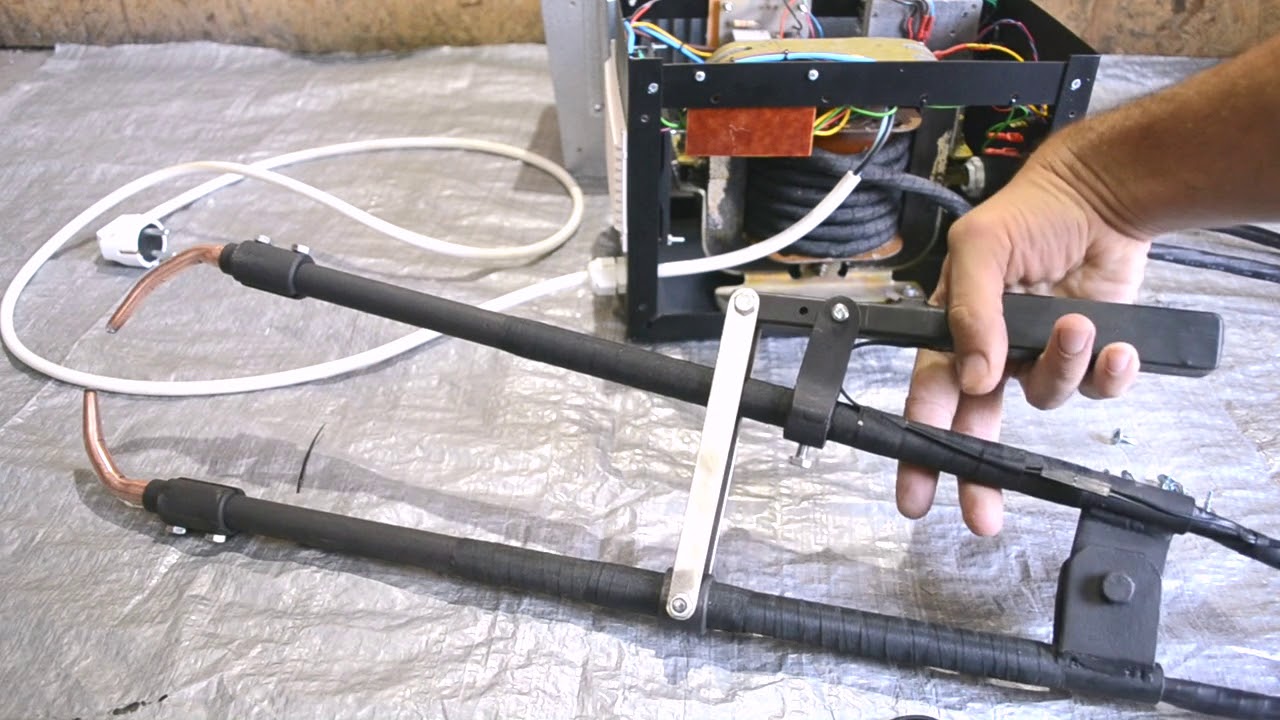










Основное назначение прибора — простое и быстрое жаростойкое соединение «насквозь» нетолстых листов и проволок из разных металлов для внутренней арматуры самодельных электровакуумных приборов ЭВП. Кроме того, аппарат может пригодиться в ювелирном деле, при альтернативном электрорадиомонтаже или изготовлении некрупных корпусов, кожухов, экранов и т. К винтовым клеммам прибора может быть подключен выносной инструмент. Сварочный аппарат использует плоские легкосъёмные электроды - гнутые проволочные для мелочей, массивные для деталей крупнее - выпиленные и сформованные из нетонкого листа меди или её сплавов.